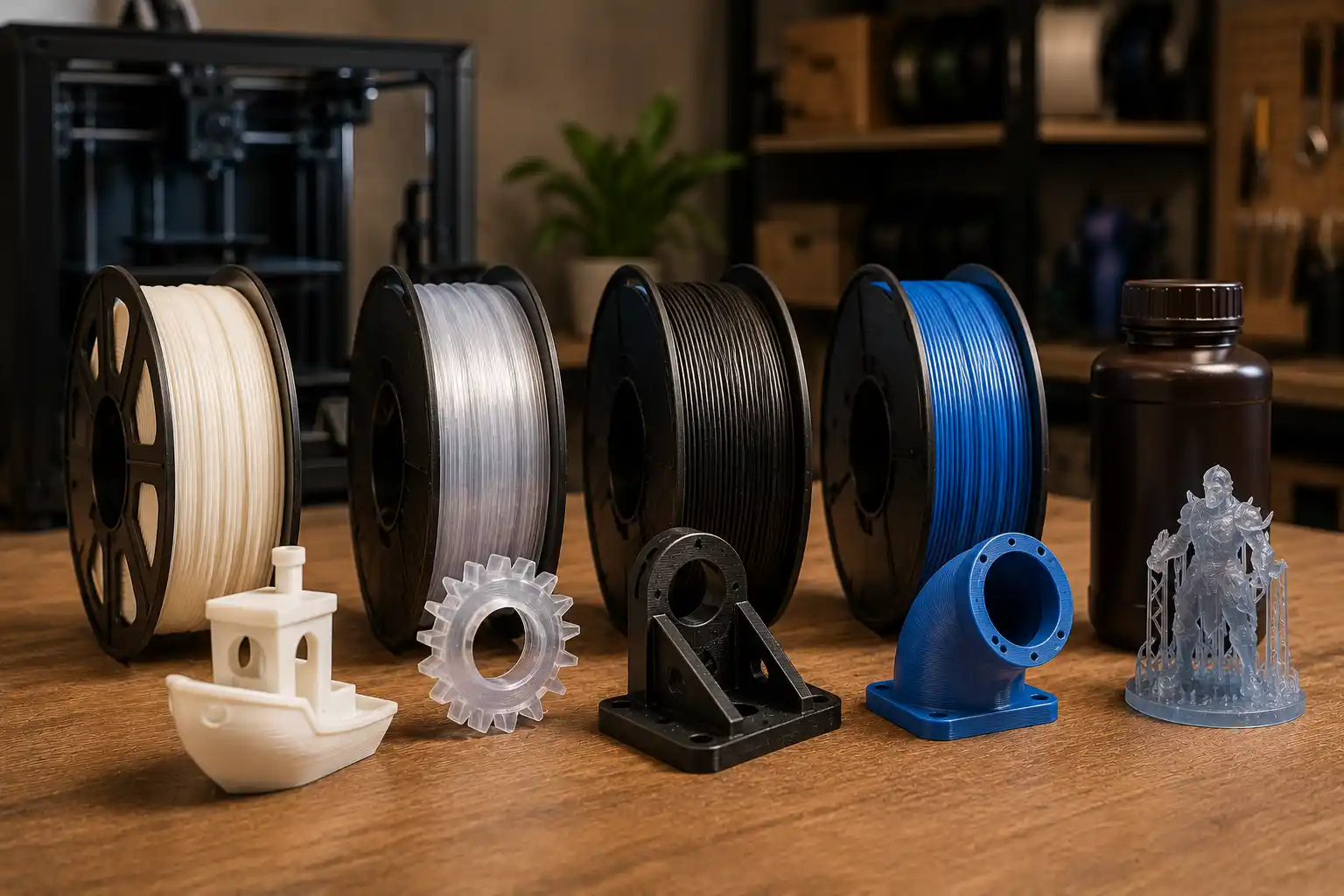
PLA, PETG, ABS, resina. Quattro materiali che compaiono in quasi ogni listino di un service di stampa 3D — e che vengono scelti male molto più spesso di quanto si pensi.
La scelta sbagliata non è ovvia subito: il pezzo arriva, sembra ok, lo monti nel tuo progetto. Il problema emerge dopo: il pezzo si deforma al caldo dell’estate, si rompe al primo urto, ingiallisce in poche settimane, o si graffia a ogni contatto. Capire le differenze reali tra questi materiali ti evita di scoprire il problema dopo.
In questa guida analizziamo PLA, PETG, ABS e resina SLA con le caratteristiche tecniche che contano davvero — quelle che determinano se il pezzo funzionerà nel suo contesto d’uso.
PLA — Il punto di partenza
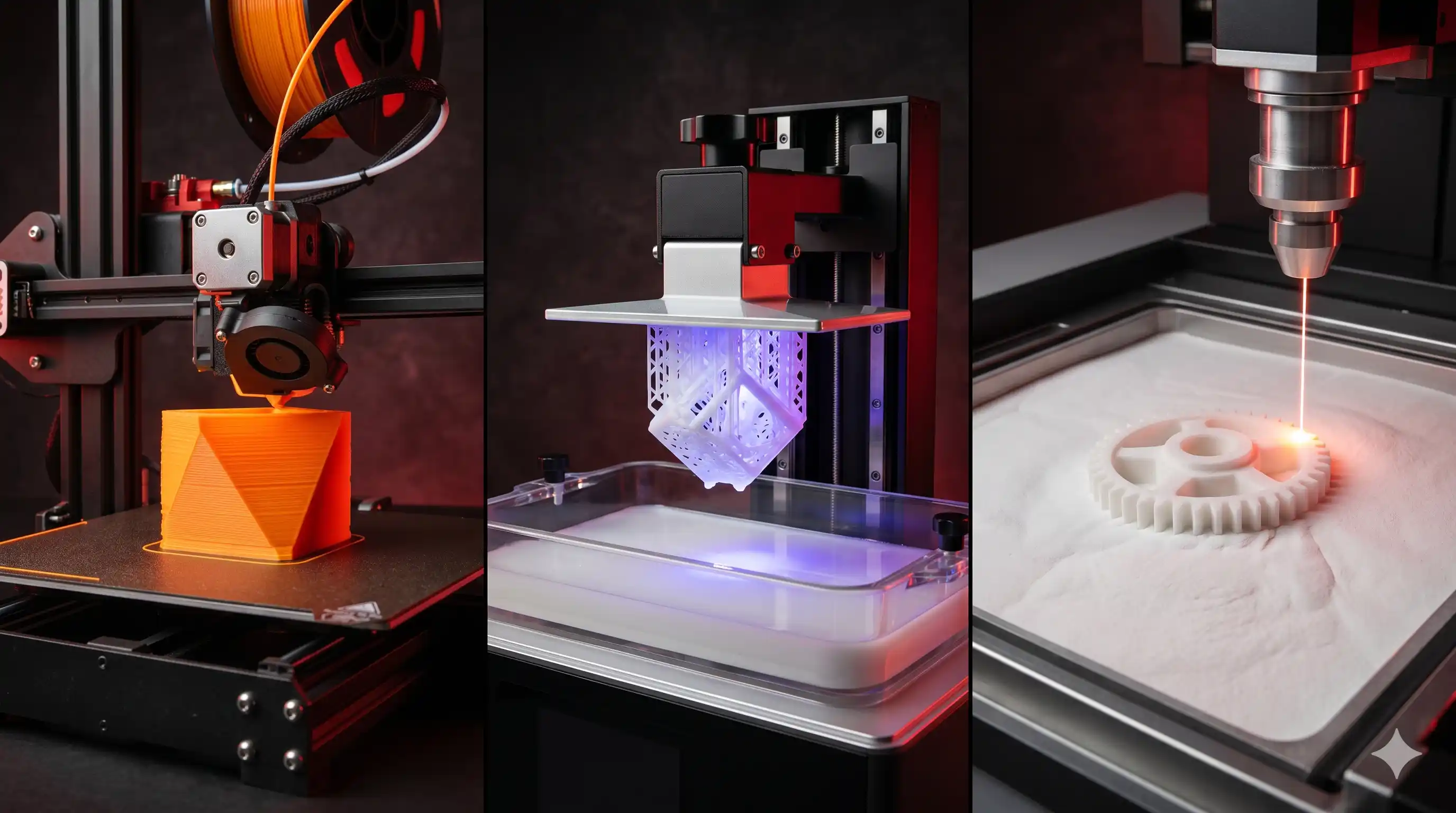
Il PLA (acido polilattico) è il materiale più diffuso nella stampa 3D FDM per una ragione semplice: è il più facile da stampare, il più economico e dà risultati estetici molto buoni. È ricavato da fonti rinnovabili (mais, canna da zucchero), si stampa a temperature basse (190-220°C) e aderisce bene al piano di stampa senza richiedere un letto riscaldato.
Dove eccelle: Il PLA è il materiale ideale per prototipi visivi, modelli concettuali, oggetti decorativi e qualsiasi pezzo che non sia soggetto a calore, stress meccanico continuo o esposizione agli UV. Se devi mostrare una forma, presentare un’idea o realizzare una prima iterazione del design, il PLA è la scelta corretta — è veloce, costa poco e l’aspetto finale è pulito.
Il limite critico: la temperatura. Il PLA inizia a rammollire intorno ai 55-60°C. Non parliamo di temperature estreme: l’abitacolo di un’auto parcheggiata al sole d’estate supera abbondantemente quella soglia. Un cruscotto, un supporto nel vano motore, un oggetto lasciato sul davanzale: tutti scenari in cui il PLA si deformerà progressivamente. È il motivo per cui vediamo regolarmente prototipi “perfetti in laboratorio” che tornano indietro con la geometria compromessa.
Quando non usarlo: ambienti caldi, contatto prolungato con acqua o liquidi (il PLA assorbe umidità nel tempo), componenti che richiedono flessibilità o resistenza agli urti, uso all’esterno prolungato.
PETG — Il materiale tuttofare
Il PETG (polietilene tereftalato glicolato) è la versione modificata dello stesso polimero delle bottiglie per alimenti. “Glicolato” significa che è stato trattato per essere più facile da stampare rispetto al PET puro — e il risultato è un materiale con un profilo di resistenza molto più equilibrato rispetto al PLA.
Le caratteristiche che lo distinguono: Resiste fino a 75-80°C, è chimicamente inerte (non reagisce con la maggior parte dei solventi comuni), è approvabile per il contatto con alimenti, assorbe pochissima umidità, e ha una buona resistenza agli urti. La superficie è leggermente lucida, quasi traslucida nel naturale, e i pezzi finali hanno un aspetto pulito e professionale.
Dove eccelle: Il PETG è la scelta corretta per qualsiasi pezzo funzionale che non sia in un ambiente ad altissima temperatura: contenitori, prototipi da test, componenti meccanici leggeri, gadget NFC come i nostri portamenù, qualsiasi cosa che debba stare in contatto con alimenti o liquidi. È anche il materiale che usiamo per la maggior parte delle piccole serie produttive, dove serve un pezzo che funzioni davvero oltre a stare bello.
Il limite: il PETG è leggermente più sensibile ai graffi superficiali rispetto all’ABS, e non è la scelta migliore per applicazioni che richiedono rigidità estrema ad alta temperatura o resistenza a solventi aggressivi.
Quando non usarlo: temperature superiori a 80°C, applicazioni che richiedono resistenza a solventi specifici (acetone, benzene), pezzi che richiedono un’elevatissima rigidità strutturale sotto carico.
ABS — La resistenza con un asterisco
L’ABS (acrilonitrile butadiene stirene) è uno dei polimeri più usati nell’industria manifatturiera — è il materiale dei mattoncini LEGO, di molte plastiche automobilistiche, di innumerevoli componenti tecnici. Ha una temperatura di esercizio fino a 100°C, è rigido, machinabile facilmente dopo la stampa, e può essere levigato con acetone per una finitura superficiale quasi perfetta.
Dove eccelle: L’ABS è la scelta giusta quando hai bisogno di resistenza termica superiore a quella del PETG, di una superficie post-processabile a specchio, o di un materiale con caratteristiche meccaniche vicine ai componenti in produzione. È usato per prototipi funzionali ad alta temperatura, cover e involucri tecnici, componenti che andranno poi post-processati o verniciati.
Il problema: è difficile da stampare. L’ABS si stampa a temperature elevate (230-250°C), richiede un piano riscaldato, una camera di stampa chiusa e condizioni ambientali stabili. Tende al warping — la deformazione che fa staccare i bordi del pezzo dal piano durante la stampa — e rilascia fumi durante la stampa che richiedono ventilazione adeguata. Per chi stampa in proprio è un materiale ostico. Per un service attrezzato è gestibile, ma il costo di stampa è più alto rispetto a PLA e PETG.
Un’alternativa da considerare: l’ASA, che ha un profilo di resistenza simile all’ABS ma con una resistenza superiore ai raggi UV — rendendolo la scelta migliore per qualsiasi pezzo destinato all’esterno.
Quando non usarlo: se non hai bisogno della resistenza termica specifica dell’ABS e del post-processing, il PETG copre la maggior parte degli use case a costi inferiori. L’ABS è giustificato quando la temperatura di esercizio è tra 80°C e 100°C o quando la finitura superficiale da levigatura è un requisito.
Resina SLA — La qualità superficiale senza compromessi
La resina fotopolimerica usata nella stampa SLA (stereolitografia) è un materiale completamente diverso dagli altri tre: non è un filamento che si fonde, ma una resina liquida che si indurisce selettivamente per esposizione alla luce UV. Il risultato è un livello di dettaglio e qualità superficiale che i filamenti FDM non possono replicare.
Le caratteristiche che contano: La risoluzione di stampa SLA arriva a 25-50 micron — un decimo rispetto all’FDM standard. Le linee di strato sono praticamente invisibili, le superfici curve sono lisce, i dettagli fini (testi, texture, geometrie complesse) vengono riprodotti fedelmente. Per chi deve presentare un prototipo estetico a un cliente, mostrare un oggetto in una fiera o produrre componenti per gioielleria o design industriale, la qualità SLA non ha paragoni tra i processi di stampa consumer e prosumer.
Dove eccelle: Prototipi estetici ad alta fedeltà, modelli per gioielleria e casting, componenti con dettagli fini, oggetti decorativi di pregio, pezzi che richiedono una finitura quasi da stampo senza post-processing esteso. È anche usata per componenti medici e odontotecnici con resine specificamente certificate.
I limiti: La resina standard è più fragile degli altri materiali — regge bene la compressione ma si rompe sotto flessione o impatto. Esistono resine ingegneristiche (ABS-like, Flexible, alta temperatura) che migliorano le proprietà meccaniche, ma a costi significativamente più alti. La stampa SLA è più lenta e costosa dell’FDM, e i pezzi richiedono un post-processing in bagno UV. Non è il materiale giusto per pezzi funzionali che devono resistere a stress meccanico continuativo.
Quando non usarlo: componenti funzionali soggetti a urti o flessione ripetuta, produzione di serie (i costi si alzano rapidamente), pezzi che devono reggere in ambienti con forte esposizione UV prolungata senza trattamento.
Tabella comparativa rapida
| PLA | PETG | ABS | Resina SLA | |
|---|---|---|---|---|
| Temperatura max | ~55°C | ~80°C | ~100°C | ~60-80°C (varia) |
| Resistenza meccanica | Media | Buona | Buona | Media/fragile |
| Qualità superficiale | Buona | Buona | Post-process. | Eccellente |
| Difficoltà di stampa | Bassa | Media | Alta | Media |
| Costo relativo | € | €€ | €€ | €€€ |
| Uso alimentare | ✗ | ✓ | ✗ | ✗ (resine speciali) |
| Uso esterno | ✗ | Breve | Sì (ASA meglio) | ✗ |
| Prototipo estetico | ✓ | ✓ | ✓ | ✓✓✓ |
La regola pratica per scegliere
Nella nostra esperienza, il 90% dei progetti rientra in uno di questi quattro scenari:
“Ho bisogno di vedere la forma, è un prototipo iniziale” → PLA. Economico, veloce, ottimo aspetto. Se il design cambierà ancora, non ha senso spendere di più.
“Il pezzo deve funzionare davvero, magari andrà in produzione” → PETG. Copre la maggior parte dei casi funzionali, costi ragionevoli, affidabile.
“Il pezzo starà in un ambiente caldo o deve avere una finitura perfecta post-processo” → ABS (o ASA se è per l’esterno). Giustificato quando il PETG non basta.
“Devo mostrare questo pezzo a un cliente, ha dettagli fini o deve sembrare un prodotto finito” → Resina SLA. Quando l’aspetto è critico e la fragilità non è un problema.
Se il tuo progetto non rientra chiaramente in nessuno di questi scenari — o se hai requisiti particolari come contatto con alimenti, flessibilità, resistenza a solventi specifici — scrivici con il file e la descrizione dell’uso finale. In 24 ore ti diciamo esattamente quale materiale usare e perché.
Per una guida ancora più approfondita su tutti i materiali FDM — inclusi TPU, Nylon e ASA — leggi Quale materiale scegliere per la stampa 3D. Se vuoi capire quanto incide il materiale sul prezzo finale, consulta quanto costa la stampa 3D conto terzi.